What is Pulsed Light Sterilization?
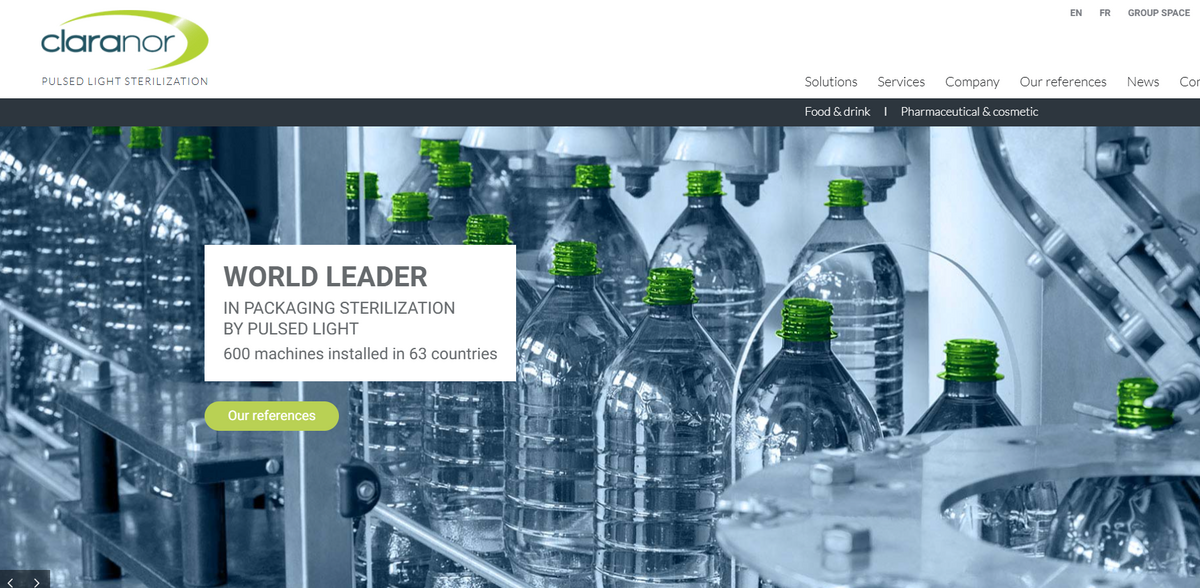
Claranor stands as a world leader in packaging sterilization by pulsed light – a breakthrough in chemical free packaging sterilization. Known for its pulsed light sterilization technology, the company has installed 600 machines in 63 countries, a testament to its robust microbiological experience. The Claranor logo is a symbol of trust, and every project is handled with a strict focus on safety: “YOUR PEACE OF MIND OUR PRIORITY.” Whether it is for food, beverage, or pharmaceutical packaging, the equipment uses no water and no chemical disinfectants, ensuring a clean approach for even the most sensitive products. Compact and efficient in design, this technology easily integrates into new or existing production lines, offering reliable performance with a dynamic air of innovation… a true revolution in packaging sterilization.
Main Benefits
The benefits of pulsed light decontamination stretch across multiple facets of industrial needs. Key figures and facts include:
- Flash duration: 0.3 millisecond pulses – quick and effective.
- Power output: 1 megawatt – intense flashes that instantly destroy surface microorganisms.
- Compact equipment dimensions – the latest cup unit measures only 413 x 160 x 450 mm high.
- Cost efficiency – operating cost around 20 €/million caps with a single lamp handling 50 million of 28 mm caps.
- Environmental impact – no water or chemical disinfectants required in the process.
Sustainable & Chemical Free Sanitization
The technology is all about delivering highly effective decontamination without the drawbacks of chemical disinfectants. Chemical Free Packaging Sterilization is at the heart of Claranor’s mission, harnessing the power of pulsed light to decontaminate surfaces and ensure food, beverage, and pharma packaging remains pristine. It is a marvel of modern clean technology where intense light flashes, delivered in abrupt bursts, manage to neutralize harmful microorganisms almost instantaneously. Clean and effective, this solution not only meets industry standards but also contributes positively towards sustainable practices. It’s all carried out in a manner that is as cost efficient as it is environmentally friendly – a welcome approach in today’s push towards green technology.
Global Presence & Technical Support
Claranor’s global network is impressive; with headquarters supported by 42 dedicated experts in France and a wide-reaching network of international agents and distributors, the support available is both local and global. Field technicians and distribution partners ensure that technical support is always at hand, whether it is assistance with maintenance, troubleshooting, or on-site installation. The decontamination machines are designed for installation on existing production lines, making it easier for companies to integrate advanced decontamination processes without major renovations. Spare parts availability further adds to the convenience, as every component is thoroughly studied and tested to preserve the performance of the equipment. This robust approach ensures a seamless experience, leaving no doubt about the quality and consistency of the technical support provided…
Innovative Decontamination Technology
At its core, the pulsed light decontamination system operates at an unmatched intensity. With flashes lasting just 0.3 milliseconds and delivering a powerful 1 megawatt burst, the light is potent enough to instantly destroy surface microorganisms. It’s a true example of innovative decontamination technology. For instance, the compact design of the latest cup unit allows installation in environments where space is at a premium, yet high performance is a necessity. In the case of purest water producers, Claranor’s solutions are the ideal choice to preserve the quality of the springs – handling speeds of up to 100,000 bottles per hour. The system can even be adapted to pharmaceutical applications, effectively replacing gamma-irradiation in critical scenarios. Every flash is a demonstration of advanced engineering working in harmony with biological safety.
Reliable Integration & Operational Efficiency
This technology is not confined to a single industry – instead, it finds successful application across food & beverage and pharmacy & cosmetic sectors, among others. Producers who require an uncompromising level of purity and efficiency in their packaging sterilization rely on pulsed light decontamination solutions for their versatility, operational efficiency, and reliability. The equipment’s compact nature supports easy integration, whether on a new line or as a retrofit in existing systems. Its high speed and low running costs make it especially attractive to companies processing vast quantities, ensuring that large production volumes are handled effortlessly without compromising on sterilization standards. There is a clear focus on reconciling ecology and economy, creating a win-win situation that benefits both business operations and the environment.
Project Impact & SDGs
- SDG 3: Good Health and Well-being – ensuring safe packaging that protects consumers.
- SDG 9: Industry, Innovation and Infrastructure – fostering technological innovation in manufacturing.
- SDG 12: Responsible Consumption and Production – promoting sustainable and cost efficient practices.
- SDG 13: Climate Action – contributing to a reduction in chemical usage and environmental impact.
Future Vision in Clean Technology
The future is clean – a vision marked by the harmonious balance between ecology and economy. Claranor’s pulsed light sterilization technology encapsulates this future by offering highly effective decontamination processes without the need for water or chemical agents. It stands as a beacon of clean technology that caters to diverse industries, ranging from food and beverage to pharmaceuticals. With capabilities that include high speed production (up to 100,000 bph in some instances) and a cost effective operational model, it is designed to meet the demands of modern industrial processes while keeping environmental concerns at bay. The adoption of such advanced technology is a leap forward in packaging sterilization standards, ensuring safer, cleaner production without experiential downtime. In essence, pulsed light sterilization not only addresses present needs but lays a solid foundation for a sustainable, innovative, and eco-friendly future in packaging technology…